2022-06-17
摘要:介绍了电泳涂装的优缺点,阴极电泳涂装的基本原理和工艺流程,重点介绍了阴极电泳涂装过程中漆膜常见的问题及解决措施。
关键词:阴极电泳涂料、电泳涂装、漆膜

20世纪60年代初期。阴极电泳涂料投人工业化应用。阳极电泳涂料会对金属表面产生腐蚀(除铝及不活泼金属外)对其光泽造成较大的影响。达不到表面装饰的要求。因而人们开始研究耐腐蚀性能更为优越的阴极电泳涂科
电泳涂装的优点
(1)高度的自动化涂装,生产效率高;
(2)涂料回收利用率高,配合超滤装置,涂料的利用率可达90%—95%,能更好地节约涂料,避免浪费;
(3)以水为主体,污染小,不易引起火灾,易清洗,现场工作环境优良;
(4)涂装效果优良,基本无死角,适合形狀复杂工件(主要是有内腔工件)的涂装施工;
(5)漆膜不溶于水,无流痕,不流挂;
(6)膜面平整、光滑,富有一定的光泽,各项机械性能优越。
电泳涂装的缺点
(1)仅限于导电材料的涂装,仅适用于金属件的涂装;
(2)具有较高的固化温度,对热烘烤敏感的材料的适应性较差;
(3)用于底涂的环氧系阴极电泳涂料的色彩较单一,彩色涂装局限性大;
(4)电泳线一旦运行,一般不能轻易停线,且尽量要满负荷生产,如果产量较低,生产成本会上升;
(5)生产工艺较为复杂,专业性强,需要专门培训工艺人员,进行现场管控。
电解:在电泳时,水发生了水解,在阴极和阳极上分別释放出H?和O?;
电泳:在电泳时,带正电荷的树脂、颜料离子移向阴极(工件);
电沉积:在电泳时,阴极上形成了H?和O?,当阳离子树脂与OH?反应,就形成了不溶性的漆膜沉积;
电渗:电沉积到工件表面的漆膜,在电场的不断作用下,漆膜内部的水分不断渗出,漆膜脱水,使本来亲水的漆膜成为了憎水的漆膜,从而使漆膜变得致密。
阴极电泳涂装工艺流程见图1。
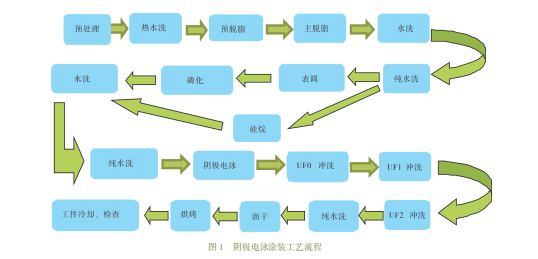
从图1可以看出。阴极电泳涂装工艺相对比较复杂,无论哪个步骤出现问题,都会直接影响电泳产品的质量。
阴极电泳涂装漆膜常见的问题主要有:颗粒、针孔、缩孔、漆膜过厚、漆膜偏薄、水迹印、盐雾试验不合格等。
1、颗粒
1.1、电泳涂装漆膜颗粒问题的产生原因
(1)槽液中色浆添加过多,致使其颜基比偏高;
(2)进入电泳槽的工件、挂具清洗不干净,磷化后的水洗不干净,有磷化渣残留;
(3)槽液杂质离子(酸、碱、盐等物质)带入过多,使部分树脂颜料老化聚凝;
(4)电泳槽液有沉淀物、凝聚物,槽液过滤不良;
(5)电泳后道冲洗水脏;
(6)涂装生产环境差,烘道/烘箱内污物较多。
1.2、电泳涂装漆膜颗粒问题的解决措施
(1)补加乳液,降低颜基比;
(2)加强前处理清洗力度,保证入槽工件表面的洁净,并定期对挂具进行打磨和清理;
(3)防止杂质离子(酸、碱、盐等物质)带入,加强槽液监测,严格控制槽液pH和电导率,使其在工艺要求的正常范围内;
(4)加强电泳槽液搅拌(保证槽液4-6次/h的循环量),防止产生沉淀;加强电泳槽液的过滤,定期清洗过滤装置,并更换过滤袋(一般使用50 μm精度的过过滤袋。必要可更换25 μm或者10μm精度的过滤袋);
(5)提高后道冲洗水的清洁度;
(6)保持电泳涂装生产线周边的环境良好,定期检查、清理烘道/烘箱内的污物。
2、针孔
2.1、电泳涂装漆膜针孔问题的产生原因
(1)槽液中杂质较多、施工时电解反应相对激烈,工件表面产生大量气泡,且不能及时排除;
(2)槽液施工温度较低,循环搅拌不够充分,溶剂含量较低;
(3)电泳完成后,工件出槽时不能及时进行后冲洗,致使部分浮漆黏附在漆膜表面,漆膜产生返溶现象;
(4)工件带电入槽,槽液循环量较低,液面上有气泡聚集,气泡在被涂工件表面依附,不能被及时地冲开,最后形成针孔。
2.2、电泳涂装漆膜针孔问题的解决措施
(1)定期对槽液进行常规检测,严控槽液pH和电导率,若有异常,应适量排放UF液、补加纯水、降低槽液电导率,并在槽液要求的工艺范围内,适当降低施工电压;
(2)保证槽液温度控制在28-32℃,加强槽液的循环搅拌;
(3)调整好生产链速,工件出槽后,应及时进行后冲洗,间隔时间最好不要超过30s;
(4)若工件为带电入槽,入槽前纯水洗槽的电导率应≤50μSkm. 并控制槽液表面流速不得低于0.2m/s,以防止泡沫聚集。另外,可适当减少工件入槽处的阳极数量。
3、缩孔(凹坑)

3.1、电泳涂装漆膜缩孔问题的产生原因
(1)槽液体中色浆含量偏低;
(2)槽液中被含有油类物质;
(3)入槽工件前处理脱脂效果差,表面的油没有清洗干净,或经过脱脂、磷化后,工件表面再次被油类物质污染;
(4)前处理脱脂剂中表面活性剂含量偏高,被涂工件表面残留部分表面活性剂;
(5)电泳槽液中加入了较多的水溶性较差的溶剂(如:正丁醇、乙二醇己醚等);
(6)槽液副槽处泡沫较多,夏季气温较高时易形成漆皮后结块,长时间不处理,漆块再溶于电泳槽液中;
(7)电泳后吹气所使用的压缩空气中混入油污;
(8)烘干室内不干净,循环风内含油,与溶剂型涂料共用烘干室。
3.2、电泳涂装漆膜缩孔问题的解决措施
(1)补加色浆,提高槽液颜基比;
(2)将槽液过滤时所使用的普通滤袋更换为除油滤袋,对槽液中混入的油污进行过滤;
(3)加强前处理脱脂工序,保证工件表面除油干净。使用隔离毛刷、接油盘,以防止油污滴落在干净的被涂工件上;
(4)严格控制脱脂剂的各项参数指标在正常范围之内,并定期检测;
(5)排放UF液,控制水溶性较差溶剂的添加量,另可换用水溶性较好的溶剂(如乙二醇己醚);
(6)注意控制主副槽液位差,减少副槽泡沫,如发现形成漆块,应及时将其打捞出电泳槽;
(7)经常检查压缩空气过滤质量,杜绝压缩空气中含水含油;
(8)定期清扫烘干室,保持烘干室和循环热风的清洁,严禁溶剂型涂料共用烘干室。
4、漆膜偏厚
4.1、电泳涂装漆膜偏厚问题的产生原因
(1)槽液的固含量偏高;
(2)槽液中的有机溶剂含量偏高;
(3)槽液施工温度偏高;
(4)槽液的电导率高;
(5)工件电泳时间过长(如生产暂时中断);
(6)电泳时施工电压偏高;
(7)阴阳极比不对。
4.2、电泳涂装漆膜偏厚问题的解决措施
(1)严格控制槽液固含量,不要高于工艺参数范围;
(2)定期对槽液中的有机溶剂含量进行检测,另外,可适当排放UF液,补加纯水,以此来维持槽液中的有机溶剂含量处于相对正常的范围之内;
(3)严格控制槽液温度,安排专人定时用温度计实测槽液温度,如发现异常,及时调整;
(4)排放UF液。补加纯水,降低槽液电导;
(5)严格控制电泳的时间,尽量不要长时间停线,如停线时间较长,可将整流器直接关闭或切换至保护电压,以避免漆膜过厚的情况;
(6)根据产品模糊要求,适当降低施工电压;
(7)调整阴阳极比(通常为4:1)
5、漆膜偏薄
5.1、电泳涂装漆膜偏薄问题的产生原因
(1)槽液固含量偏低;
(2)槽液中的有机溶料含量偏低;
(3)槽液的施工温度偏低;
(4)槽液中混入了酸,使得其pH过低;
(5)槽液中长时间不补加或者少补加新涂料,使得槽液状态不稳定,老化,槽液后道的UF液损失较多;
(6)施工时,电压偏低、电泳时间偏短;
(7)前处理皮膜(磷化、硅烷等)过厚,导致电阻过高;
(8)阳极管/板腐蚀严重,设定电压与实际输出电压有偏差。阳极膜破损,阳极液电导率偏低;
(9)电泳后,UF液冲洗时间较长,或有机溶剂、酸添加过量,产生返溶。
5.2、电泳涂装漆膜针孔偏薄问题的解决措施
(1)补加新漆(色絮、乳液)来提高槽液固含量;
(2)定期对槽液进行有机溶剂含量检测,适当补加有机溶剂,以此来维持槽液中的有机溶剂含量处于相对正常的范围之内;
(3)严格控制槽液温度,安排专人定时用温度计实测槽液温度,如发现异常,及时调整;
(4)适当排放UF液或者定时对阳极液进行排放,以此来调节槽液的pH;
(5)根据生产情况和生产量,定期补加新涂料,调整UF喷淋头的位置和角度,不得随意排放UF液,从而减少UF液的损失:
(6)根据产品要求,提高施工电压,延长电泳时间;
(7)适当缩短前处理时间,调整前处理参数,必要时改换其他前处理液;
(8)定期检查阳极管、阳极膜情况,如发现异常及时更换。阳极液电导过低时,补加专用助剂,提高阳极液电导;
(9)缩短UF液冲洗时间,补加溶剂、酸时,应严格控制添加量,防止返溶。
6、水迹印

6.1、电泳涂装漆膜水迹印问题的产生原因
(1)湿漆膜表面张力过大,电渗性差;
(2)工件外形较复杂,有内腔,易积液:
(3)水洗后附着的水滴为沥干或未被吹掉,烘干前挂具上的水滴滴落在漆膜表面;
(4)工件预烘或沥干时间不够。
6.2、电泳涂装漆膜水迹印问题的解决措施
(1)通过对电泳涂料的技术升级,改善漆膜表面张力;
(2)根据产品情况,设置较为合理的工艺孔,或人工对积水工件进行处理,以此来减少积液的存在;
(3)烘干前,利用压缩空气,人工对工件进行吹水,保证工件表面无水滴残留;
(4)在设计电泳线时,应预留足够的预烘、沥干时间,避免水滴在高温环境下快速沸腾而留下痕迹;
(5)可在槽液中或者UF液中添加表面润湿剂。
7、盐雾试验不合格
7.1、电泳涂装漆膜盐雾试验不合格问题的产生原因
(1)前处理不良,被涂工件电泳前有锈蚀现象;
(2)电泳槽中杂质离子过多,电泳槽液更新周期较长,槽液老化;
(3)电泳漆膜偏薄;
(4)电泳漆膜未完全固化;
(5)被涂工件有较为锋利的边角,边缘包覆性较差。
7.2、电泳涂装漆膜盐雾试验不合格问题的解决措施
(1)加强前处理力度,确保磷化膜/硅烷膜的质量,防止被涂工件表面锈蚀;
(2)定期对电泳槽液进行检测,控制好各项指标,缩短更新周期,防止槽液老化;
(3)确保电泳漆膜厚度达到指标要求(一般控制在18-25μm);
(4)对于不同厚度、不同大小的工件分类进行电泳涂装,严格保证其烘烤时间和烘烤温度,确保漆膜完全固化;
(5)可采用耐盐雾性能更优的电泳涂料,或在电泳涂料内添加微凝胶助剂,提高电泳漆膜的边缘包覆性。
五、结语
随着阴极电泳涂料的广泛应用,其涂装过程中出现的问题也会不断被人们剖析和解决。但由于各生产厂家的电泳涂装线不可能完全相同,因此在工艺上也会存在差异,出现的问题及原因也会有所不同。但只要控制好各项涂装工艺参数,在发现问题后及时进行调整,使槽液的稳定性得以保持,就一定能够生产出合格的产品。
华体会·体育(huatihui.com)官方网站(证券简称:科德科技,证券代码:838020)成立于1993年,是一家电泳涂料研发生产及销售、涂装设备设计及制造、水性工业面漆研发及销售于一体的综合型高新科技企业。目前拥有三大生产基地,厂房面积超过50000平方米,年设计产能超过60000吨。
科德科技多年来一直秉承 “科技创未来,德誉赢天下” 的宗旨,不断进行产品的开发和服务的创新,先后开发出八代电泳涂料产品,特别是“底面合一”、“低温固化”等新电泳漆产品,填补了国内的多项空白,多项产品的性能和品质达到了国际水平。环氧电泳漆产品被广泛应用于轻工、农业机械、工程机械、摩托车、汽车配件、家用电器、建材等金属元件的防腐与装饰。
0757-26382347/13380287549
